压铸百科
压铸百科

铝压铸件缺陷有哪些
摘要:压铸缺陷分析 阴 振 生 附注:红色文字表示可能性最大的原因 蓝色文字表示可能性一般的原因 绿色文字表示可能性较小的原因 括号内的文字是相关原因的补充 一、充型不足 主要特征...
铝压铸件缺陷的种类及其影响
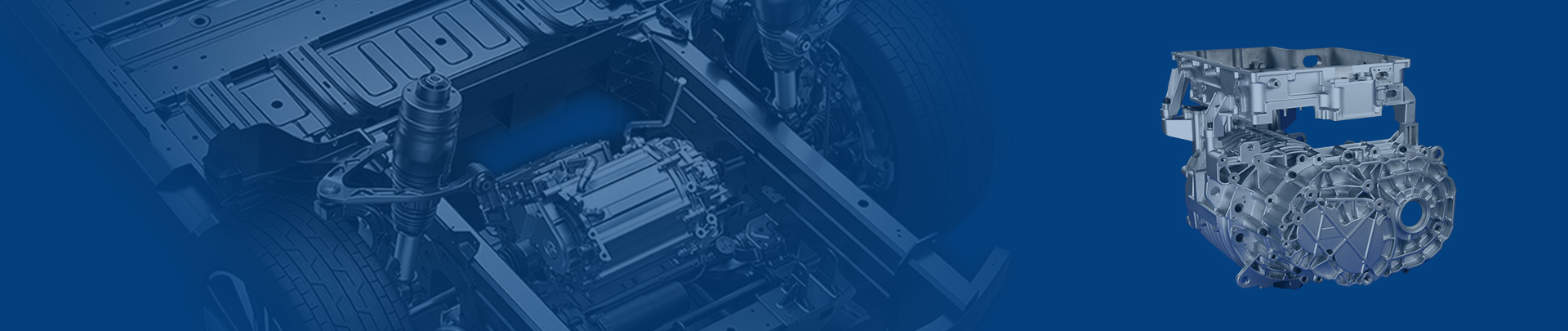
铝压铸件作为一种重要的工业制品,广泛应用于汽车、电子设备、航空航天等领域。然而,在铝压铸件的生产过程中,由于各种因素的影响,可能会产生一些缺陷。这些缺陷不仅影响铝压铸件的外观质量,还可能对其性能和使用寿命产生严重影响。因此,了解铝压铸件缺陷的种类及其影响,对于提高铝压铸件的质量和性能具有重要意义。
一、气孔缺陷
气孔是铝压铸件中常见的缺陷之一。它可能是由于金属液中的气体未完全排除,或者模具设计不合理、浇注速度过快等原因造成的。气孔的存在会导致铝压铸件的密度降低,影响其力学性能和耐腐蚀性。
二、缩松缺陷
缩松是铝压铸件中另一种常见的缺陷。它主要是由于金属液在凝固过程中收缩不均匀造成的。缩松的存在会导致铝压铸件的内部组织疏松,影响其力学性能和疲劳寿命。
三、裂纹缺陷
裂纹是铝压铸件中比较严重的缺陷之一。它可能是由于模具温度控制不当、金属液凝固速度过快、浇注温度过高或过低等原因造成的。裂纹的存在会严重影响铝压铸件的强度和密封性,甚至可能导致其在使用过程中发生断裂。
为了减少铝压铸件的缺陷,提高其质量和性能,我们需要采取一系列措施。首先,要优化模具设计,确保金属液能够顺利充型并排除气体。其次,要合理控制浇注速度和温度,避免金属液在凝固过程中产生过大的应力。此外,还可以采用热处理、喷丸处理等方法对铝压铸件进行后处理,以消除其内部的残余应力和改善其组织结构。
压铸缺陷分析
附注:红色文字表示可能性最大的原因
蓝色文字表示可能性一般的原因 绿色文字表示可能性较小的原因 括号内的文字是相关原因的补充
一、充型不足
主要特征:金属在充满型腔之前已被冷却凝固,或料勺舀取的金属重量不足。 可能原因:1、金属压力太低;3、第一级速度太低(金属在压射筒内冷却的太快);6、第一级/二级切换点太晚;7、减速设定错误;8、第二级速度太低;14、料勺的注射重量设定错误;15、在注料口受阻;16、在定量炉的流槽上受阻;17、定量炉的管道阻塞;24、操作循环不正规;28、冲头润滑油太少/冲头粘卡;29、模具太冷;31、模具喷涂太多;36、真空泄露;37、真空开启太早/晚;38、排气道和/或溢流口失效;41、内浇口和横浇道设计差(模具的局部可能太冷);42、加热和冷却点的导热控制差;43、铸件的几何形状成型困难;44、金属太热/冷;46、金属规格不对。